 | 桥面U肋板单元焊接生产线 |
产品类别:桥面U肋板单元焊接生产线 企业为中国焊接协会常务理事����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������单位 |
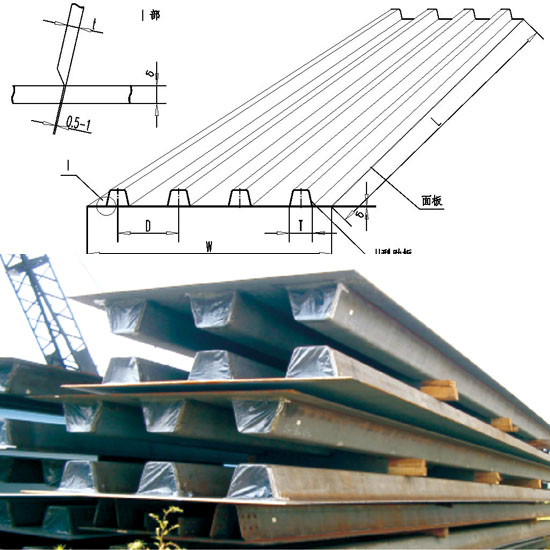
随着大型钢结构桥梁工程的日����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ������益增多,桥面U肋板单元的生产制备因其批量大、工����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������期紧、成型及焊接质量要求高,实现自动化生产的����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������必要性越发显现。我司在为山����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������海关桥梁厂、武船重工、上海振华����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������港机、中泰桥梁等国内多家桥����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ�������梁生产厂家提供了各类桥面板单元生����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������产设备。桥面板单元结构如下图:
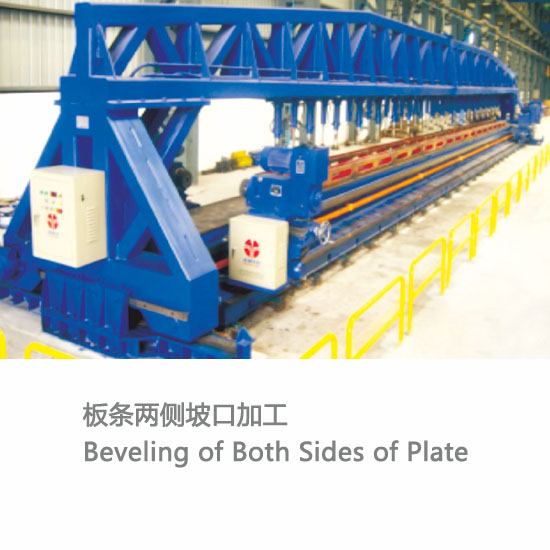
切割后的板条两侧坡口加工,采����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ�������用双侧或三侧同步铣边机实现,铣削工件厚度、宽����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������度、长度可根据客户要求定制,十块工件����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������可叠在一起加工,工效高。
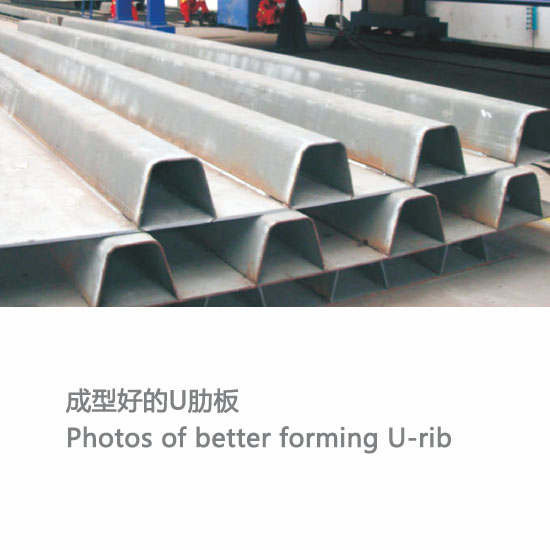
U肋板成型可采用一次成型和折弯两种成型����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������方法。冷弯成型机上逐步成型并刨削好����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������坡口及钝边,生产效率高,设备投资大,易产生浪边����� �������Ƴ����������� �������Ƴ����������� �������Ƴ������������ �������Ƴ�������、坡口不均、成型不规矩现����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ�������象。另一种,板料等离子切割后,机加工坡口,����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������数控折弯机折制成型,设备投资省,����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������成型规矩。
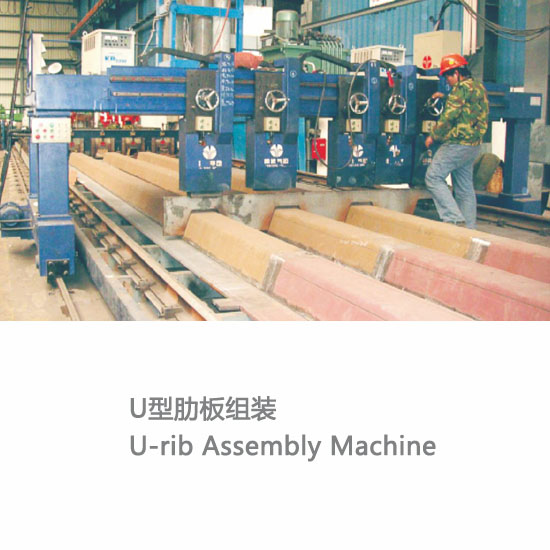
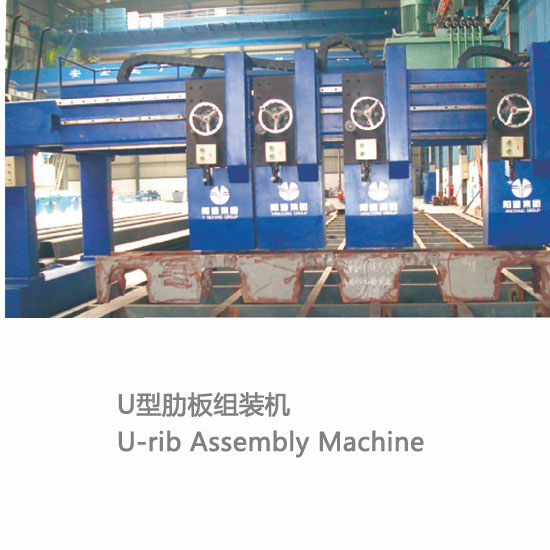
面板放置在工作平台上并紧靠工作台的定����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������位装置就位,U肋板按照面板上预先划好的线进行分����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������段压紧点焊完成工件的组装。由液压或手动螺杆����� �������Ƴ������������ �������Ƴ������������ �������Ƴ����������� �������Ƴ�������压紧两种可选。
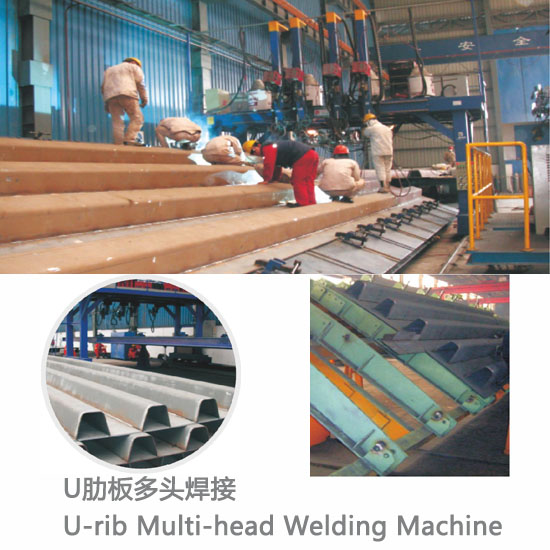
组装成型的板单元,固定在可翻����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������转角度的焊接平台上,利用焊缝机械跟����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ������踪装置,使焊枪可靠跟踪焊����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ������缝,门架变频无级调速行走,对����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������多根U肋的两侧分别进行焊接����� �������Ƴ����������� �������Ƴ������������ �������Ƴ������������ �������Ƴ�������,可设成MIG焊或SAW焊����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������接。焊接平台可设成反变形胎����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������架或平的工作台。
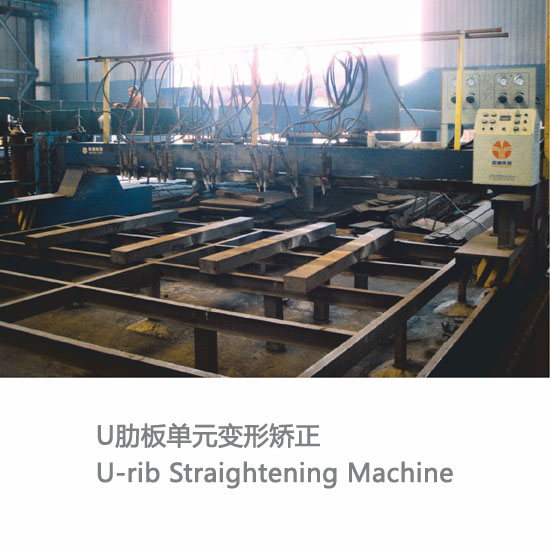
U肋板单元在焊接后因热输入����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������的影响会产生变形,焊接完����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������成后工件翻转180°,进行����� �������Ƴ������������ �������Ƴ����������� �������Ƴ������������ �������Ƴ�������火焰矫正。



|
|

阳通--中国焊接装备生产基地
© 版权所有 2019 无锡市阳通机械设备有����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������限公司 ����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������;![]() ����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������
����� �������Ƴ������������ �������Ƴ������������ �������Ƴ������������ �������Ƴ�������


